


 發布時間:2024-04-13
發布時間:2024-04-13
 來源:18新利娱乐国际
來源:18新利娱乐国际
泵站廣泛使用在市政工程、鐵路工程、下立交等場合的雨汙水收集提升排放及原水取水等。過去幾十年混凝土泵站是主流泵站,但混凝土泵站存在很多問題:混凝土材質需要現場澆築,施工周期長,建設成本高,使用過程中容易發生汙水滲漏,汙染周邊環境等。
混凝土泵站暴露出的缺陷,讓人們(men) 開始尋求性能更優(you) 越的替代品,一體(ti) 化預製泵站在這一背景下應運而生。一體(ti) 化預製泵站(Integrated Prefabricated PumpingStation)在發達國家被廣泛地應用於(yu) 汙水處理行業(ye) 已有幾十年曆史,近些年該產(chan) 品被引入中國後,因其顯著優(you) 勢而逐步得到應用和推廣。相較於(yu) 傳(chuan) 統泵站,一體(ti) 化預製泵站使用輕質高強的玻璃鋼材料,強度高,耐腐蝕,建造成本低;采用集成化結構設計,產(chan) 品美觀大方,占地麵積小,建設周期短;產(chan) 品自動化程度高,使用壽命長,對周邊環境影響小。
目前,國內(nei) 尚無一體(ti) 化預製泵站的設計規範或行業(ye) 、國家標準,其設計、製造往往僅(jin) 依據經驗而沒有統一的流程,在各種項目中,泵站局部開裂、失穩和浮起等現象時有發生。本文以某 DN2500 泵站為(wei) 例,對其進行有限元分析,校核其強度、剛度和穩定性並進行優(you) 化設計。
泵站模型
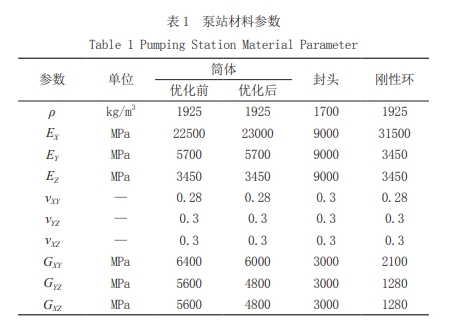
泵站高度h=6.5mm,內(nei) 徑D=2500mm,簡體(ti) 厚度 t=15mm(筒體(ti) 壁厚為(wei) 某公司經驗值)。出水口為(wei) 不鏽鋼法蘭(lan) ,進水口為(wei) 玻璃鋼法蘭(lan) 。泵站筒體(ti) 采用定長纏繞工藝製作,封頭采用手糊工藝製作,底座高度 600mm。剛性環采用環向纏繞,截麵為(wei) 矩形,寬度 b=100mm,高度a=40mm,共6道,間距L=1000mm。簡體(ti) 內(nei) 襯層厚度 1.8mm,結構層厚度 13.2mm。結構層環向纏繞(簡稱H)共6層(纏繞角86.0°),螺旋纏繞(簡稱S)共 12層(纏繞角 63.0°),鋪層順序為(wei) :2H+4S+1H+4S+1H+4S+2H。泵站結構見圖1。各種材料的密度各方向彈性模量、泊鬆比、剪切模量見表 1。
金屬材料增材製造技術的發展前景
在金屬材料增材製造技術的應用過程中,還存在著以下三方麵的問題:第一金屬粉末在熔化過程中存在著一定的形成缺陷,如果不能對這些缺陷進行有效的控製,那麽(me) 製件的質量將得不到保證:第二金屬材料增材製造的主要熱源參數為(wei) 激光功率、光斑直徑、掃描速度等,這些對熔化金屬熱和應力的影響研究深度還十分有限,激光能量密度、電子東(dong) 偏轉等對金屬成形的影響研究也十分淺顯;第三金屬粉末的化學成分以及熔化狀態下的流動性與(yu) 鋪展性,均會(hui) 對製件的結構和性能產(chan) 生影響,但是以何種方式產(chan) 生影響,還沒有明確。
在這種情況下,未來一段時間內(nei) ,金屬材料增材製造技術的應用要想更加深入,需要加強以下幾方麵的研究力度。第一加強金屬材料增材製造技術的相關(guan) 基礎理論研究,將研究重點集中到製件的顯微組織、微觀缺陷、力學性能以及致密度等方麵。第二加強新型激光和電子東(dong) 係統的研究,進一步開發金屬材料 3D 打印設備,保證金屬材料的3D 快速成形。第三加強新型金屬粉末的研究力度,優(you) 化製件的致密度、表麵尺寸精度以及表麵粗糙度。第四加強金屬 3D 打印製品質量檢測的研究[24 結語
金屬材料增材製造技術是當今時代最具發展潛力的技術,在鈦合金、高溫合金、鋁合金以及鎂合金等方麵有著廣泛的應用。但是,金屬材料增材製造技術要想實現真正的工業(ye) 應用,還有很長的一段路要走。對此,還要進一步加強金屬材料增材製造技術的研究與(yu) 應用。
本文標題:玻璃鋼泵站的有限元分析和優(you) 化設計
責任編輯:弘泱機械科技編輯部
本文鏈接:https://www.hnsy175.com/xwzx/hydt/7370.html 轉載請注明出處






